Understanding Primary Secondary Pumping Part 3: Avoiding Low Delta T Syndrome
/By Chris Edmondson
Low Delta T Syndrome. The terminology alone strikes fear in the hearts of anyone involved in chiller plant design or operation. We know Low Delta T Syndrome is bad. We know it wastes energy. The very topic has given rise to countless technical articles and white papers that most of us haven’t the time or patience read. But take heart because believe it or not, if you’ve read and understand Part 1 and Part 2 of this Series, you already have the building blocks to understand Low Delta T Syndrome. You just don’t know it yet.
Before we dig in too far, let’s keep in mind that one of the goals in chilled water system design is to get as much tonnage out of an individual chiller as possible. No one wants to have to run two 500-ton chillers to meet a demand load that is lower than 500 tons. That’s not only wasting chiller energy, it is wasting primary pump energy, secondary pump energy, cooling tower energy, and cooling tower pump energy. That’s what we want to avoid.
The key to avoiding these costly problems is making sure that your system Delta T is meeting design. In other words, you want to make sure the system is extracting sufficient heat from the air, transferring that heat to the chilled water, and returning that water to the chillers at a temperature high enough to keep them properly loaded.
Believe it or not, it all comes down to a formula you already know from Part 2: GPM = BTUH/500 X ∆T, or written another way, BTUH = 500 X GPM X ∆T
Low Delta T Is A SYSTEM Problem!
Let’s assume we have a primary/secondary system with operating conditions as shown in Figure 1.
Figure 1
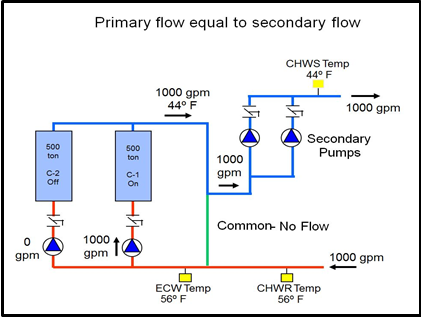
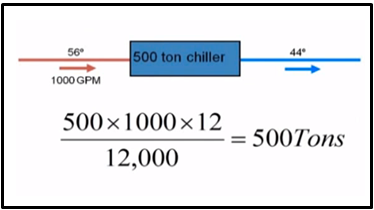
In this example, we are supplying 44 degree water to a system and extracting our design Delta T of 12 degrees. There is no water in the common pipe because our primary and secondary flows are balanced; they are both operating at 1000 gpm. We are meeting the current demand, maintaining a 12 degree delta T, and maxing out the potential of one of our 500 ton chillers. The formula below confirms this fact:
But what happens if we are not achieving that 12 degree Delta T? What if our coils are dirty or perhaps we’re not sufficiently varying the flows (moving chilled water around in the system) to cool the spaces that actually need cooling? That’s what Low Delta T Syndrome is! We are not extracting the heat as designed, and thus our return water temperature is lower than design. As the equation below shows, a couple of degrees difference in Delta T can have a major impact on how a chiller loads up:
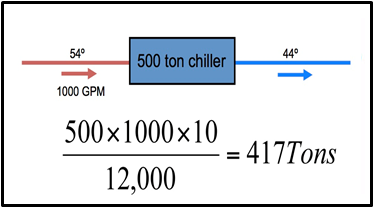
With only a 10 degree delta T, we can only get 417 tons out of our 500 ton chiller – regardless of what our system demand is. At 417 tons, this chiller is only loaded to 83% capacity. That’s a problem because if our demand exceeds 417 tons, the only immediate remedy is to bring on a second chiller, compounding our operational costs at multiple levels.
Furthermore, any time we approach design load conditions, we’re always going to fall short of meeting demand even though we technically have enough chiller capacity. This is an all-too-common scenario that prompts many facilities to purchase an additional chiller. It’s a costly band-aid that addresses the symptoms of a problem rather than the problem itself.
Remember -- Low Delta T Syndrome is a system problem, and not the result of a primary/secondary pumping. It can be caused by a variety of system problems such as dirty coils, improperly sized coils, improperly sized control valves, control valve quality/rangeability and system pressure fluctuations. The best way to address low Delta T is to fix what’s happening out in the system, whether it is underperforming or undersized coils, or inadequate flow control to the various zones.